FPX Nickel Metallurgical Optimization Achieves Significant Improvements in Recovery
VANCOUVER, British Columbia, Aug. 06, 2019 (GLOBE NEWSWIRE) -- FPX Nickel Corp. (FPX-TSX.V) (“FPX Nickel” or the “Company”) is pleased to announce excellent results from metallurgical optimization testing on the Baptiste Deposit at its 100%-owned Decar Nickel District (the “Project”) in central British Columbia. The metallurgical testing conducted during the March-to-July 2019 period achieved significant improvements over test results previously reported by the Company on February 25, 2019, confirming an estimated 4% increase in projected recoveries in the production of high-grade nickel and iron ore concentrates.
Highlights
- Confirmation of conventional flowsheet based on grinding, magnetic separation and flotation processes
- Consistent production of clean nickel (“Ni”) concentrates grading 63-65% Ni with significant improvements in recovery, versus previous testing reported by the Company, as shown in Table 1 below
- Consistent production of by-product iron ore concentrates grading 60-65% iron (“Fe”) content
A comparison of the results of the mid-2019 metallurgical optimization program with the results previously reported by the Company on February 25, 2019, is provided in Table 1.
Table 1 – Summary of Expected Metallurgical Performance – Baptiste Composite Sample
| Primary Grind Size (P80 microns) | Overall Process Recovery (% of Davis Tube Recoverable (“DTR”) Ni Feed Grade) | |||
| Results reported previously on February 25, 2019 | Results reported herein on August 6, 2019 | |||
| 90 | 90 | % | 94 | % |
| 120 | 89 | % | 93 | % |
| 240 | 84 | % | 88 | % |
| 360 | 80 | % | 83 | % |
“Optimization of flotation parameters has confirmed substantial improvements in nickel recovery, raising the potential for improved Project economics,” commented Martin Turenne, the Company’s President and CEO. “Moreover, the consistent production of high-grade nickel concentrates with low impurities underscores the potential to generate attractive payabilities from a wide range of consumers. Confirmation of a robust, conventional flowsheet marks an important milestone for the Baptiste Deposit, which is well-positioned as one of the world’s premier nickel development projects.”
Mr. Turenne continued, “Having now achieved recovery improvements in the production of a clean, high-grade nickel concentrate, we will continue to advance this metallurgical program with leach testing to evaluate the amenability of the 63-65% nickel concentrate to the production of a high-grade nickel solution for potential application in the electric vehicle battery market.
“Further, we will continue to evaluate the physical and elemental characteristics of the by-product iron concentrate and assess the marketability of this new product stream, which could have potentially positive implications for the Project’s economics.”
Description of Metallurgical Test Work
The metallurgical testing is being conducted at ALS Metallurgy in Kamloops, British Columbia and overseen by Jeffrey B. Austin, P. Eng., President of International Metallurgical and Environmental Inc. The test work summarized herein was completed on a representative mineralized composite measuring approximately 400 kilograms comprised of core sample reject material from four drill holes completed in 2012 and 2017 in the southeastern portion of the Baptiste Deposit.
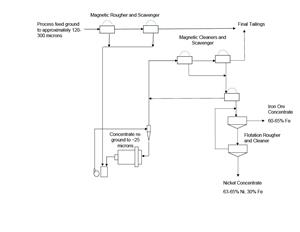
Testing has confirmed the production of a 63-65% nickel concentrate and an iron ore concentrate grading 60 to 65% Fe from the Baptiste composite sample with a feed grade of 0.145% DTR Ni. The flowsheet is based on traditional grinding, magnetic separation and flotation processes; a flowsheet is shown in Figure 1. Unit operations in this flowsheet include crushing, grinding to 120-360 microns (P80), magnetic separation with a mass pull of 10-15%, magnetic concentrate re-grinding to 25 microns (P80), further magnetic cleaning stages, followed by rougher and cleaner flotation stages to produce a final nickel concentrate.
Figure 1 – https://www.globenewswire.com/NewsRoom/AttachmentNg/16d0cc33-c061-48db-9f0e-7d98cd4361e6
The recent improvements in nickel recovery are related to on-going optimization test work of the flotation process and can be mainly attributed to eliminating a stage of sample handling in the laboratory test work. Previous metallurgical test work conducted flotation tests on stored magnetic concentrates, which had been produced during previous days magnetic test work. Direct testing of recently produced magnetic concentrates displayed better recovery data and more stable flotation characteristics than samples that had been subjected to sample drying and storage. The most recent test work better represents a continuous plant operation wherein flotation feed is directly obtained from the magnetic cleaning circuits. The flotation of the awaruite nickel minerals in the test sample continues to be based on simple pH-modulated, traditional collector-based flotation processes.
Description of Elements in Baptiste Nickel Concentrate
The high-grade nickel concentrate produced during this test program is notable for its extremely high metal content and low level of impurities. Elemental analysis of the concentrate (summarized in Table 2 below) confirms that there are no deleterious or penalty elements that would render the product technically unacceptable for application in ferronickel and stainless steel processing circuits.
Table 2 – Summary of Elements in Baptiste Nickel Concentrate
| Ni | Fe | Al2O3 | Co | Cr2O3 | Cu |
| 63.4% | 30.2% | 0.13% | 0.97% | 0.42% | 0.64% |
| K2O | MgO | MnO | P2O5 | S | SiO2 |
| 0.04% | 0.91% | 0.04% | 0.05% | 0.58% | 1.30% |
It is anticipated that market tests on this high-grade 63-65% nickel product could achieve substantial improvements in projected payability in comparison to tests previously conducted by the Company, which confirmed the potential to achieve payability up to 95% of the London Metal Exchange nickel price for a concentrate grading only 13.5% nickel (see the Company’s news release dated April 22, 2014). Going forward, further discussions and testing with potential customers will be focused on maximizing revenue realization for the optimal mix of products to be generated from the Baptiste deposit.
Qualified Persons
The metallurgical information in this news release has been prepared in accordance with Canadian regulatory requirements set out in National Instrument 43-101 Standards of Disclosures for Minerals Projects of the Canadian Securities Administrators (“NI 43-101”) and supervised, reviewed and verified by Jeffrey B. Austin, P.Eng., President of International Metallurgical and Environmental Inc., a “Qualified Person” as defined by NI 43-101 and the person who oversees metallurgical developments for FPX Nickel.
About the Decar Nickel District
The Company’s Decar Nickel District claims cover 245 square kilometres of the Mount Sidney Williams ultramafic/ophiolite complex, 90 km northwest of Fort St. James in central BC. The District is a two hour drive from Fort St. James on a high-speed logging road. A branch line of the Canadian National Railway is less than 5 kilometres east from Decar’s Baptiste Deposit and the BC Hydro power grid comes within 110 kilometres south of the property.
Decar hosts a greenfield discovery of nickel mineralization in the form of a naturally occurring nickel-iron alloy called awaruite, which is amenable to bulk-tonnage, open-pit mining. Awaruite mineralization has been identified in four target areas within this ophiolite complex, being the Baptiste Deposit, the B Target, the Sid Target and Van Target, as confirmed by drilling in the first three plus petrographic examination, electron probe analyses and outcrop sampling on all four.
Of the four targets in the Decar Nickel District, the Baptiste Deposit has been the main focus of diamond drilling from 2010 to 2017, with a total of 82 holes completed. The Sid Target was tested with two holes in 2010 and the B Target had a single hole drilled into it in 2011; all three holes intersected nickel-iron alloy mineralization over wide intervals with DTR nickel grades comparable to the Baptiste Deposit. The Van Target was not drill-tested at that time as rock exposure was very poor prior to logging activity by forestry companies.
As reported in a NI 43-101 resource estimate prepared on February 26, 2018, the Baptiste deposit contains 1.843 billion tonnes of indicated resources at an average grade of 0.123% DTR nickel, for 2.3 million tonnes of DTR nickel, and 391 million tonnes of inferred resources with an average grade of 0.115% DTR nickel, for 0.4 million tonnes of DTR nickel, reported at a cut-off grade of 0.06%. Mineral resources are not mineral reserves and do not have demonstrated economic viability.
About FPX Nickel Corp.
FPX Nickel Corp. is focused on the exploration and development of the Decar Nickel-Iron Alloy Project, located in central British Columbia, and other occurrences of the same unique style of naturally occurring nickel-iron alloy mineralization known as awaruite. For more information, please view the Company’s website at www.fpxnickel.com or contact Martin Turenne, President and CEO, at (604) 681-8600.
On behalf of FPX Nickel Corp.
"Martin Turenne"
Martin Turenne, President, CEO and Director
Forward-Looking Statements
Certain of the statements made and information contained herein is considered “forward-looking information” within the meaning of applicable Canadian securities laws. These statements address future events and conditions and so involve inherent risks and uncertainties, as disclosed in the Company's periodic filings with Canadian securities regulators. Actual results could differ from those currently projected. The Company does not assume the obligation to update any forward-looking statement.
Neither the TSX Venture Exchange nor its Regulation Services Provider accepts responsibility for the adequacy or accuracy of this release.
![]()
Figure 1