Marimaca Announces Positive Final Results from the Phase 5 Metallurgical Program at the Marimaca Oxide Deposit
VANCOUVER, British Columbia, June 15, 2022 (GLOBE NEWSWIRE) -- Marimaca Copper Corp. (“Marimaca Copper” or the “Company”) (TSX: MARI) is pleased to announce results of the Phase 5 Metallurgical testing program (the “Phase 5 Program” or the “Program”) for the Company’s flagship Marimaca Oxide Copper Project (“the MOD” or “the Project”), located in northern Chile. The Phase 5 Program represents the most comprehensive metallurgical study completed to date for the MOD and is the final phase expected prior to the planned commencement of the Definitive Feasibility Study.
The Phase 5 Program is an important de-risking event for Marimaca and confirms the results from the previous four phases of metallurgical testing, which indicate good leach kinetics and moderate acid consumption. Results from Phases 1-5 Metallurgy and the 2021 Variability Program (see announcement dated November 30, 2021) will form the basis for the updated process design criteria and metallurgical assumptions for the Definitive Feasibility Study.
Highlights
- Rigorous 5th phase metallurgical test-work program represents a milestone de-risking event for Marimaca, further improving confidence in the expected metallurgical performance at the MOD
- Complements and extends previous four phases of metallurgical testing
- Program consisted of full-scale column testing, mini-column testing, container-leach testing, sulfation tests, acid sensitivity testing, Iso-pH testing, and head characterization for heap leach (“HL”) and run-of-mine (“ROM”) samples
- Robust sample set with several composites across all mineral subdomains through all phases of testing
- Confirms the understanding of the MOD’s metallurgical performance with results from Phase 5 consistent with Phases 1-4 Metallurgy
- Results significantly improve the resolution of Marimaca’s geo-metallurgical dataset
- Confirms metallurgical performance in scaled-up, industrial height operating design conditions (4m columns)
- Provides further confidence in expected acid consumption with clear potential for optimizations to reduce acid consumption demonstrated in both HL and ROM test results
- Testing also confirms very low levels of carbonates (<1%) and nitrates (<0.03%) in general within the MOD
- Results continue to demonstrate potential upside to recoveries when in industrial-scale operation
- Recoveries in the column and bottle roll tests generally exceeded the solubility ratio and leaching potential of the samples (see ‘Overview of Leaching Potential’), indicating a potentially larger proportion of total copper will be recovered in industrial-scale operations
- Completing final confirmatory work programs on particle size distribution and impurities balance to inform update process design for the planned DFS
- Recovery and acid consumption models will be updated on the back of the 2022 geological and resource model update planned for Q3, immediately following the completion of the 2022 infill drilling program
Hayden Locke, President and CEO of Marimaca Copper, commented:
“The Phase 5 Metallurgical Program completes the acquisition of an incredibly comprehensive metallurgical dataset for Marimaca. This is a critical de-risking milestone and we are very pleased with results.
“The results from Phase 5 further improve our confidence in the strong metallurgical performance at the MOD. In addition, several opportunities for optimizing acid consumption while maintaining or improving copper recoveries have been identified and will be integrated into our process design going forward.
“Similar to the trends identified in previous phases, copper recoveries continue to demonstrate upside beyond those projected by acid solubility and Leaching Potential given the longer leaching cycle of the black oxide component of copper oxide mineralization at Marimaca. This provides opportunities with respect to recoveries in industrial-scale operations beyond the positive results demonstrated in this phase of testing.
“Marimaca continues to distinguish itself as an exceptionally high-quality copper development project. This year’s infill and extensional drilling campaigns are progressing well, and we look forward to delivering our planned updated resource estimate in Q3.”
Program Overview
The Phase 5 Program was designed to confirm the PEA process design conditions and to evaluate potential optimization opportunities of both copper recovery and acid consumption identified during Phases 1 – 4 (see press release dated September 8, 2020). The results of the Phase 5 Program are positive, with optimization opportunities identified in most of the samples studied and tested.
Phase 5 was designed and executed under the supervision of Marcelo Jo of Jo & Loyola Process Consultants, who has 35 years’ experience in processing, and supported by Randolph E. Scheffel, a Consultant Metallurgical Engineer with over 45 years’ experience in copper processing.
Program Design – Heap Leach
- Sampling and sample preparation
- 5 composite samples collected representative of each mineral subzone: brochantite/atacamite (BROC), chrysocolla (CRIS), WAD, mixed (MIX), and enriched (ENR)
- Each composite was crushed in closed circuit to P90 at ½”. Crushing was monitored and simulated a PSD profile of a Metso-type industrial configuration. Care was taken not to over-grind the material to obtain the final product with a -100 # Tyler content of 10-12 %
- Sample allocation for each testing phase shown in Table 1
- Chemical Head Characterization & Mineralogical Analysis
- Characterization included sequential copper analysis, leaching potential, soluble impurities, analytic acid consumption, ICP, optical microscopy, QEMSCAN
- Iso-pH Bottle Roll Tests
- Conducted under constant pH and Cl conditions to examine the correlation to the analytical acid consumption (AAC) diagnostic testing method, improve the acid consumption modeling, and review copper recovery relative to leaching potential
- 3 Acid Level Sensitivity Bottle Roll Test
- Conducted to examine copper recovery and acid consumption sensitivity relative to acid concentration
- Sulfation Tests
- Conducted to determine the optimum agglomeration conditions for columns and minicolumns
- Minicolumn Tests
- Designed to characterize the crushed ore metallurgical behavior under irrigation at different acidity levels
- 32 leaching tests in mini-columns, 30 cm high, 6” in diameter and loaded with approximately 9 to 10 kg of sample each
- Column Tests
- Designed to confirm the viability of the PEA and optimized design conditions defined by the Phase 4 geometallurgy and METSIM dynamic simulation
- 10 leaching tests in columns, 4m high, 4” in diameter and loaded with approximately 52 to 60 kg of sample each
| Sample | Head Characterization kg | Sulfation Tests (5 kg /dose) kg | Minicolumns (h=30 cm, Ø=6”) kg | Columns (h=4 m, Ø=4”) kg | Reserve Sample kg | Total kg |
| BROC G5 | 12 | 15 (3 x 5 kg) | 120 (12 x 10 kg) | 120 (2 x 60 kg) | 365 | 632 |
| CRIS G5 | 12 | 15 (3 x 5 kg) | 120 (12 x 10 kg) | 120 (2 x 60 kg) | 365 | 632 |
| WAD G5 | 12 | 15 (3 x 5 kg) | 80 (8 x 10 kg) | 60 (1 x 60 kg) | 295 | 462 |
| MIX G5 | 12 | 15 (3 x 5 kg) | 80 (8 x 10 kg) | 60 (1 x 60 kg) | 210 | 377 |
| ENR G5 | 12 | 15 (3 x 5 kg) | 80 (8 x 10 kg) | 60 (1 x 60 kg) | 295 | 462 |
Table 1. Composite sample allocation across heap leach test program (G5 = Geometallurgy Phase 5)
Program Design – ROM leach
- Sampling and sample preparation
- Four composites were prepared: WAD-ROM, BROC-ROM and CRIS-ROM and a global composite ROM G5
- The global composite (ROM G5) was prepared representing utilizing the ore type distribution from the 2020 PEA mine plan for the ROM leach (60.4% WAD-ROM, 19.8% BROC-ROM and 19.8% CRIS-ROM)
- Chemical Head Characterization & Mineralogical Analysis
- Characterization included sequential copper analysis, leaching potential, soluble impurities, analytic acid consumption, ICP, optical microscopy, QEMSCAN
- Iso-pH Bottle Roll Tests
- Conducted under constant pH and Cl conditions to examine the correlation to the analytical acid consumption (AAC) diagnostic testing method, improve the acid consumption modeling, and review copper recovery relative to leaching potential
- 3 Acid Level Sensitivity Bottle Roll Test
- Conducted to examine copper recovery and acid consumption sensitivity relative to acid concentration
- Crushed Column Tests
- Conducted to define the maximum expected recoveries from the ROM composites and establish a comparative base with the crushed material
- 6 leaching tests in crushed columns, 1 m high, 6” in diameter and loaded with approximately 30 to 40 kg of composite per subzone (BROC ROM, WAD ROM and CRIS ROM) each crushed to P90 1/2”
- 1m3 Container test
- Conducted to individually characterize the metallurgical response of coarse material in a condition comparable to the first meter of a ROM operation
- 3 leaching tests were completed in ROM containers, 0.90m high, with a surface area of 1.06m2 (volumetric capacity of 0.96 m3) and loaded with approximately 1.8 tonnes of ROM composite per subzone (BROC ROM, WAD ROM and CRIS ROM) each, at ROM granulometry (100% under 8”)
- Agglomeration or curing is not carried out, but irrigation is carried out directly at any time, after loading
- Sequential ROM column
- Conducted to simulate the ROM design under PEA conditions using the ROM G5 global composite
- 1 leaching test in 4 ROM columns in series, each one 3m high, 0.58m in diameter and loaded with approximately 1.45 tonnes of ROM G5 global composite each at ROM granulometry (100% under 8”)
- Test covers a total height equivalent to 12m when considering the 4 columns in series
Results Discussion
Head Characterization – Copper Head Grade and Solubility Ratios
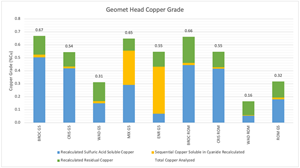
Figure 1. Copper Head Grade (CuT), with acid soluble (CuS) and sequential copper assays (CuCN): https://www.globenewswire.com/NewsRoom/AttachmentNg/0e3441f0-c2e4-47e8-9535-932b8c25f6ae
As with the previous phases of test work, for the HL composites noted with ‘G5’ in Figure 1, samples were collected for each mineral subdomain at the MOD, meaning each zone is now covered by several samples. WAD mineralization (black oxides) at the MOD has a lower average CuT grade than green oxides (BROC and CRIS) which is in line with the composite sample head assays. Mixed and enriched mineralization at the MOD (MIX and ENR) generally has higher grades relative to green oxides, however with a lower proportion of acid soluble copper. This is also represented appropriately in the composites.
For the ROM composites, the material is coarser with grades similar to the HL samples for BROC and CRIS while for WAD, representative of the peripheral black oxide mineralization at the MOD, has significantly lower copper grades. The average grade of the global ROM G5 composite was 0.32% CuT.
BROC and CRIS composites present the highest sulfuric acid solubility (75-80%) and the lowest presence of secondary copper sulfide according to the cyanide soluble copper test results (<5%).
The WAD composites demonstrated a very marginal presence of secondary copper sulfide. Residual copper in both the HL and ROM composites was 50% or greater. Residual Copper typically reports as Chalcopyrite, however at the MOD, it also reports an important fraction of slow-dissolving black oxides which can have a significant recovery under industrial conditions due to the extended leaching time. The upside potential from the slow leaching black oxides is also present for the green oxide samples to a lesser extent, and partially in the MIX samples.
The MIX sample presents a high Leaching Potential (RS + RCN, 85%), however unlike the green oxides, >50% of the potentially leachable mineralization reports as secondary sulfide. The ENR sample’s Leaching Potential is further skewed towards secondary sulfides, with an oxide presence of ~12%.
All the HL (G5) composite samples report near 80% Leaching Potential other than the WAD composite.
Head Characterization – Other Elements
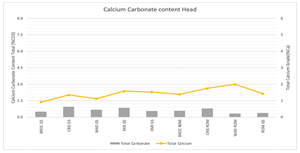
Each composite sample was also subjected to full ICP and head grade assays to evaluate the composition of each representative sample. Results again demonstrate the clean nature of Marimaca mineralization with very low levels of carbonate (<1%) and nitrates (<0.03%), which is an important characteristic for productive copper leaching in industrial scale operations.
Figure 2. Marimaca exhibits very low levels of carbonate and nitrates as demonstrated in the composite head analysis:
https://www.globenewswire.com/NewsRoom/AttachmentNg/0d62cbcc-876a-4c1f-adb3-6ecdd4f329ed
https://www.globenewswire.com/NewsRoom/AttachmentNg/f5ab004c-1958-4aa8-806d-a75e65650063
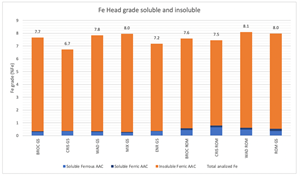
Figure 3. Fe head grade soluble and insoluble assays: https://www.globenewswire.com/NewsRoom/AttachmentNg/35cd5e27-77a2-4fdf-82a3-98a75cb20e46
Iron has a large elemental presence at Marimaca given its nature as an IOCG deposit. Analytical FeT is close to 7-8% in all composites and forms an important component in the expected impurities balance for the deposit. This is marginally higher than average for porphyry copper operations in Chile, however, is typical for an IOCG deposit.
Analytical Acid Consumption
Analytical acid consumption results were in-line with those observed historically in Phases 1-4 metallurgical programs. Generally, the green oxides (BROC/CRIS) have a higher acid consumption relative to black oxides and secondary sulfides (WAD-MIX-ENR). ROM samples present a marginally higher AAC likely due to the weathering effect in the surface samples. Results are in line with the 40kg/t average LOM acid consumption assumption used in the PEA.
Figure 4. Analytical Acid Consumption across the HL and ROM composites (kg H2SO4/tonne): https://www.globenewswire.com/NewsRoom/AttachmentNg/f2e203c5-5921-4d1a-b4ac-c9212d751601
Iso-pH Testing (bottle roll)
Iso-pH tests are conducted under constant pH and Cl conditions to examine the correlation to the analytical acid consumption (AAC) testing method, improve the acid consumption modeling, and review copper recovery relative to leaching potential.
Figure 5. Iso-pH test net acid consumption across HL and ROM composites:
https://www.globenewswire.com/NewsRoom/AttachmentNg/e10b446f-6357-4a25-b949-446d7eaefae6
https://www.globenewswire.com/NewsRoom/AttachmentNg/4c3e8b1e-0316-4e28-98f6-60cb85e24826
The 72-hour Iso-pH tests further show that recoveries in the HL oxide composites (BROC, CRIS, WAD) are generally higher than the Solubility Ratio and Leaching Potential. This can be explained by the presence of copper oxides with slow dissolution kinetics, not detected during soluble or sequential copper assays, but which can be recovered in tests of longer duration. MIX/ENR composite recoveries are generally greater than the solubility ratio but under the leaching potential. The oxidized component is recovered plus a fraction of secondary sulfides. Under industrial conditions, this recovery could be improved given the longer leaching time and conditions that favor oxidation given the higher availability of oxygen.
3 Acid Level Sensitivity Bottle Roll Test
The three-acid level sensitivity test was designed to evaluate the sensitivity of both copper recovery and acid consumption to variable concentration of acid – 2.5gpl, 5.0gpl and 10.0gpl H2SO4.
Figure 6. 3-acid level recovery: https://www.globenewswire.com/NewsRoom/AttachmentNg/27d9c9c9-81a6-4a98-91f4-45c60a7d979b
Like the results published in the 2021 Variability Program (see press release dated November 30, 2021), the 3-acid level sensitivity test demonstrated that total copper recovery is relatively insensitive to acid concentration, while the acid consumption shows a much steeper response and is notably higher when irrigated at 10gpl vs. 2.5gpl. This indicates that gangue species present are most sensitive to the acid content while copper species are not as affected by the different acidity levels. This is expected to allow further optimization of acid consumption for the deposit in industrial scale operations.
Heap Leach Sulfation Tests
Sulfation tests were carried out to confirm and optimize the agglomeration conditions for the column and mini-column tests. The tests are carried on 3 x 5kg samples from each composite, with three levels of acidity (20, 30 and 40 kg H2SO4 per tonne). Cu extraction, acid consumption and impurities dissolution were evaluated.
Figure 7. Total copper recovery per composite at various acid dosages in agglomeration phase: https://www.globenewswire.com/NewsRoom/AttachmentNg/5fc5996f-80a1-4732-a4dc-d97cfde17e3a
Copper extraction increased moderately with the acid dosage in the agglomeration phase. Close to the 50% of the Leaching Potential was recovered for the green oxide composites, while for the WAD composite ~40% is obtained. For mixed and enriched samples with the addition of salt Cu recovery reaches 20 to 30%. A key trade-off is copper recovery during curing vs. under heap leach irrigation while maintaining <40kg/t acid consumption. The strategy of using lower acid doses during curing (20-25 kg/t) is considered optimal.
Column Tests: Heap Leach
Each of the 5 heap leach composites was mechanically prepared at a granulometry of 90% passing ½” and leached in 4-meter columns to simulate the PEA dynamic heap leach height. Two conditions were tested – PEA assumptions (PEA), and an optimized condition (OPT) as defined by METSIM geo-metallurgical simulations based on results from Phases 1-4 metallurgy. Operating conditions are defined below.
The oxide columns (BROC G5, CRIS G5, WAD G5) underwent 52 (PEA) and 42 days (OPT) of irrigation with ILS solution (10 and 8 g/L H2SO4 for PEA and OPT conditions respectively), as well as 40 (PEA) and 50 days (OPT) of irrigation with raffinate solution (10 and 8 g/L H2SO4), respectively, to reach total irrigation time of 92 days. The sulfide columns (MIX G5, ENR G5) consider 55 and 42 days of irrigation with ILS solution (10 and 8 g/L H2SO4), as well as 55 and 68 days of irrigation with raffinate solution (10 and 8 g/L H2SO4) for PEA and OPT respectively, to reach a total irrigation of 110 days. The same raffinate solution is used for agglomeration as for the second irrigation cycle. The acid content in the raffinate solution is taken as additional and is not included in the agglomeration acid dose expressed in kg H2SO4/t which only represents the concentrated acid added.
| N° | Condition | Sample | Granulometry | Height (m) | Diameter (in) | Cured (days) | Dose H2SO4 (kg/t) | Dose NaCl (kg/t) | Agglomeration Solution |
| C1 | PEA | BROC G5 | P90<1/2" | 4 | 4 | 3 | 20 | 0 | RF-10 |
| C3 | OPT | BROC G5 | P90<1/2" | 4 | 4 | 3 | 25 | 0 | RF-8 |
| C7 | PEA | CRIS G5 | P90<1/2" | 4 | 4 | 3 | 20 | 0 | RF-10 |
| C9 | OPT | CRIS G5 | P90<1/2" | 4 | 4 | 3 | 25 | 0 | RF-8 |
| C13 | PEA | WAD G5 | P90<1/2" | 4 | 4 | 3 | 20 | 0 | RF-10 |
| C14 | OPT | WAD G5 | P90<1/2" | 4 | 4 | 3 | 25 | 0 | RF-8 |
| C17 | PEA | MIX G5 | P90<1/2" | 4 | 4 | 30 | 20 | 15 | RF-10 |
| C18 | OPT | MIX G5 | P90<1/2" | 4 | 4 | 30 | 20 | 15 | RF-8 |
| C21 | PEA | ENR G5 | P90<1/2" | 4 | 4 | 30 | 20 | 15 | RF-10 |
| C22 | OPT | ENR G5 | P90<1/2" | 4 | 4 | 30 | 20 | 15 | RF-8 |
Table 2. Heap leach column testing agglomerating conditions
| c | Sample | Irrigation 1 (days) | Irrigation rate 1 (L/h-m2) | Irrigation Frequency 1 (h/d) | Irrigation Soln 1 | Irrigation 2 (days) | Irrigation rate 2 (L/h-m2) | Irrigation Frequency 2 (h/d) | Irrigation Soln 2 | Total Irrigation (days) |
| C1 | BROC G5 | 52 | 12 | 24 | ILS-10 | 40 | 12 | 22 | RF-10 | 92 |
| C3 | BROC G5 | 42 | 15 | 24 | ILS-8 | 50 | 15 | 14 | RF-8 | 92 |
| C7 | CRIS G5 | 52 | 12 | 24 | ILS-10 | 40 | 12 | 22 | RF-10 | 92 |
| C9 | CRIS G5 | 42 | 15 | 24 | ILS-8 | 50 | 15 | 14 | RF-8 | 92 |
| C13 | WAD G5 | 52 | 12 | 24 | ILS-10 | 40 | 12 | 22 | RF-10 | 92 |
| C14 | WAD G5 | 42 | 15 | 24 | ILS-8 | 50 | 15 | 14 | RF-8 | 92 |
| C17 | MIX G5 | 55 | 12 | 24 | ILS-10 | 55 | 12 | 22 | RF-10 | 110 |
| C18 | MIX G5 | 42 | 15 | 24 | ILS-8 | 68 | 15 | 14 | RF-8 | 110 |
| C21 | ENR G5 | 55 | 12 | 24 | ILS-10 | 55 | 12 | 22 | RF-10 | 110 |
| C22 | ENR G5 | 42 | 15 | 24 | ILS-8 | 68 | 15 | 14 | RF-8 | 110 |
Table 3. Heap leach column testing irrigating conditions
Figure 8. 4m column test results – CuT recovery, PEA and OPT conditions: https://www.globenewswire.com/NewsRoom/AttachmentNg/716f05c4-c919-4349-bb08-d81220ae0d03
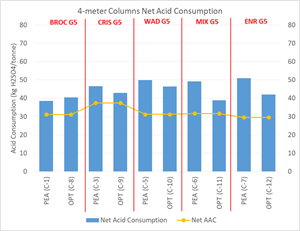
Figure 9. 4m column test results – acid consumption, PEA and OPT conditions: https://www.globenewswire.com/NewsRoom/AttachmentNg/0a1c0264-c639-4591-8d8b-b2c2bbe86065
The first key takeaway from the 4m column testing program was the confirmation of a positive metallurgical response for the PEA design conditions for CuT recovery and acid consumption. The 2019 PEA metallurgical assumptions were generated without having full-scale column test experimental results exactly under the established conditions in the design criteria.
The results of the 4-meter columns demonstrate that the OPT condition optimizes acid consumption maintaining or improving copper recovery relative to PEA operating conditions.
For the oxidized samples, a reduction in acid consumption of around 3-4 kg/t and an increase in recovery of around 1% is observed. For the MIX and ENR samples, the saving in acid consumption is greater at approximately 9 kg/t while maintaining the PEA condition recovery. It should be noted that a large driver of the difference between the savings of the oxidized and sulfurized samples was because the dose of acid during agglomeration was not increased in the optimized sulfide condition, unlike the oxides where this reagent was increased from 20 to 25kg/t.
This result indicates that the OPT condition has a net gain compared to the PEA conditions. Consistent with the other leaching tests carried out, all the columns reached copper recoveries that exceed the Solubility Ratio of the respective composites. Additionally, all the oxide samples met or exceeded the composite Leaching Potential, particularly the WAD composite which recovered approximately 10 recovery points above the Leaching Potential.
As seen on previous occasions, the MIX and ENR samples reach an intermediate recovery value between the Acid Solubility and the Leachable Potential.
Column Tests: ROM Leach
Container column leach
The container test was designed to individually characterize the metallurgical response of coarse material in a condition comparable to the first meter of a ROM operation. The composite prepared was analyzed and a complete characterization generated. 3 leaching tests were completed in ROM containers, 0.90 m high, with a surface area of 1.06m2 (volumetric capacity of 0.96 m3) and loaded with approximately 1.8 tonnes of ROM composite per subzone (BROC ROM, WAD ROM and CRIS ROM) each, at ROM granulometry (100% under 8”). Agglomeration or curing is not carried out, but irrigation is carried out directly at any time, after loading. The operating conditions for ROM containers are detailed below. The ROM containers (BROC ROM, WAD ROM and CRIS ROM) consider 180 days of irrigation with a sulfuric acid solution (10 g/L H2SO4).
| N° | Composite | Granulometry | Irrigation (days) | Irrig Rate (L/h-m2) | Irrig Frequency (h/d) | Irrig Soln (g/l) |
| G-1 | BROC ROM | P100<8” | 180 | 6 | 24 | RS-10 |
| G-2 | WAD ROM | P100<8” | 180 | 6 | 24 | RS-10 |
| G-3 | CRIS ROM | P100<8” | 180 | 6 | 24 | RS-10 |
Table 4. Container leach operating conditions
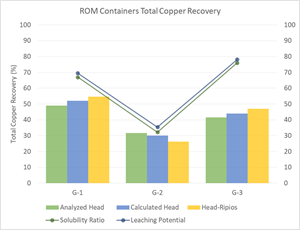
Figure 10. Container column test results – copper recovery: https://www.globenewswire.com/NewsRoom/AttachmentNg/b2e96e1d-2ba5-449a-b500-1798f22e73ce
Recoveries in the ROM composites are lower than Leaching Potential which is a result of the larger ROM particle size. In the WAD sample, WAD-ROM (G-2), copper recovery is much closer to the Leaching Potential relative to CRIS-ROM (G-1) and BROC-ROM (G-3) samples. This is possibly an indication than the WAD mineralization is more exposed after rock fracture, a characteristic than will benefit its natural lower copper grade. This may be an important upside lever for the ROM leach given the significant portion its ore contribution while in operation will be WAD ore. The PEA LOM ROM recovery assumption was 40%.
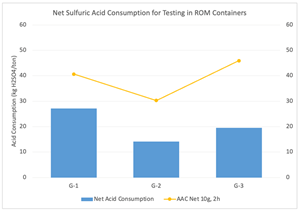
Figure 11. Container column test results – acid consumption: https://www.globenewswire.com/NewsRoom/AttachmentNg/d941b046-e0ca-4efa-9d55-d320a1b8a7c2
Net acid consumption is affected by the particle size distribution of the samples. The higher the particle size the lower the available surface for extraction reaction and gangues neutralization which causes a reduction in acid consumption in the range of 30% (G-1) and 50% (G-2, G-3) when compared to the AAC assay. This is the same observation as the copper recovery results, however with a positive impact.
The recovery in the containers is naturally less than the recovery in the crushed ROM column tests given the difference in particle size distribution and lack of curing. The ROM extraction kinetics still maintain a positive slope at 180 days.
Sequential ROM column test
The sequential ROM column test was designed to simulate the ROM design conditions of 10m ROM bench heights. For the ROM G5 leaching (19.8% BROC ROM, 19.8% CRIS ROM and 60.4% WAD ROM), 1 leaching test in 4 ROM columns in series was carried out, each column 3m in height and 58cm in inside diameter. Each column was loaded with approximately 1.45 tonnes of ROM G5 global composite at ROM granulometry (100% under 8”) covering a total height equivalent to 12m when considering the 4 ROM columns in series together. Agglomeration or resting is not carried out, but irrigation is carried out directly after loading. The operating conditions for the ROM columns are detailed below.
| N° | Compose | Granulometry | Height (m) | Inside Diameter (cm) | Irrigation (days) | Irrigation Rate (L/h-m2) | Frequency. Irrigation (h/d) | Soln 12 days of Initial Irrig. | Post Irrig. Soln |
| R1A | ROM G5 | P100<8” | 3 | 58 | 180 | 6 | 24 | RS-10 | Refine SX |
| R1B | ROM G5 | P100<8” | 3 | 58 | 180 | 6 | 24 | Column Effluent R1A | |
| R1C | ROM G5 | P100<8” | 3 | 58 | 180 | 6 | 24 | Column Effluent R1B | |
| R1D | ROM G5 | P100<8” | 3 | 58 | 180 | 6 | 24 | Column Effluent R1C | |
Table 5. Sequential ROM column operating conditions
Figure 12. Sequential column total copper recovery: https://www.globenewswire.com/NewsRoom/AttachmentNg/9eedad6b-6f77-4399-a965-84902559730e
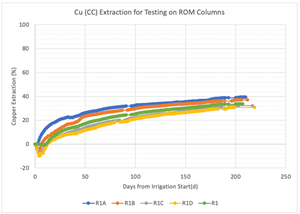
Figure 13. Recovery kinetics of sequential ROM column tests: https://www.globenewswire.com/NewsRoom/AttachmentNg/df063680-b5f7-47f8-b1ee-6ca6d1d6a3fc
The first 3-meter section (Column R1A) demonstrates the highest recovery, with recovery decreasing towards the lower sections (R1D lowes). The lower availability of acid in the deeper levels partially affects the dissolution of copper. Average overall recoveries are lower than the sample's Leaching Potential given both the aforementioned effect of the acidity profile and the effect of the larger particle size of a ROM sample compared to the HL samples.
At the kinetic level, upper columns in the sequence have higher available acid and hence a higher recovery than the proceeding columns. It is also observed that at days 180-200 the slope of the recovery kinetics is still positive with recovery yet to reach the asymptote. The convenience of extending the cycle must be evaluated in terms of marginal recovery (kg Cu/kg H+) relative to incremental acid consumed.
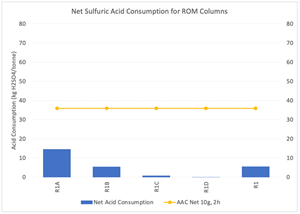
Figure 14. Sequential ROM column test acid consumption: https://www.globenewswire.com/NewsRoom/AttachmentNg/3a2fc362-6624-4753-9d26-7413d1ac7737
As with copper recovery, acid consumption decreases towards the lower sections of the sequential column, reaching a value very close to zero for Column R1D. This indicates that the higher concentration of acid in solution in the upper columns strongly affects consumption, and in greater proportion than it affects the dissolution of copper, which opens opportunities for the optimization of consumption without materially impacting copper recovery. At the aggregate level for the 12 meters, the ROM-G5 sample reached a consumption of 5.6 kg/t, less than the 10 kg/t established in the PEA.
The results from the sequential ROM column tests indicate the potential for a positive opportunity to improve recoveries by extending the ROM leaching cycle and increasing acid irrigation while maintaining manageable acid consumption levels.
Next Steps
The main program for the Phase 5 metallurgical program is now complete and limited additional work is expected to be required during the DFS. The Company is currently completing particle size distribution work to optimize final drill and blast and crushing circuit designs for the updated heap leach design and finalizing impurities balance analysis (under various operating assumptions) of the PLS and raffinate circuit to inform the final process design criteria for the DFS.
Overview of Leaching Potential
The leaching potential of copper ores is defined as acid soluble copper (CuS) plus cyanide soluble copper (CuCN) divided by total copper (CuT). The acid solubility ratio (CuS/CuT) for copper oxides such as atacamite, brochantite and chrysocolla, which dissolve quickly when exposed to acid, is a good predictor of leachability. However, where the mineralization has several copper bearing minerals with different dissolution characteristics under these leaching conditions, the copper acid solubility ratio may materially underestimate the acid leaching potential for heap leach operations, especially where some copper sulphides such as chalcocite, covellite and bornite are present, as these sulphides can be partially dissolved under oxidation conditions.
For this reason, it is common to assay for cyanide soluble copper when assaying leachable copper mineralization. This gives an indication of the total leaching potential [(CuS + CuCN)/CuT] because cyanide dissolves some of the copper sulphides that may be present in the sample and assumes that, during the leaching operation, some oxidation reactions, such as, ferric leaching and/or cupric chloride leaching occur. Due to these reactions during sulphide leaching it can be inferred that copper dissolution in a leaching operation may materially exceed the copper acid solubility ratio identified.
Marimaca has conducted five phases of metallurgical testing and has noted that in several mineral subzones, especially those with higher proportions of black copper oxides, the metallurgical recovery has exceeded the leaching potentials identified in sequential copper analysis.
Qualified Person
The Qualified Person for technical information in this news release is Marcelo Jo, General Manager of Jo y Loyola Process Consulting, a chemical engineer with more than 35 years of experience and a Fellow of Chilean Mining Engineers Institute. Metallurgical Qualified Person according the Chilean Mining Committee for the purposes of NI 43-101.
The QP confirms they have visited the project area, have reviewed relevant project information, is responsible for the information contained in this news release, and consents to its publication.
Contact Information
For further information please visit www.marimaca.com or contact:
Tavistock
+44 (0) 207 920 3150
Jos Simson/Oliver Lamb / Nick Elwes
marimaca@tavistock.co.uk
Forward Looking Statements
This news release includes certain “forward-looking statements” under applicable Canadian securities legislation. There can be no assurance that such statements will prove to be accurate, and actual results and future events could differ materially from those anticipated in such statements. Forward-looking statements reflect the beliefs, opinions and projections on the date the statements are made and are based upon a number of assumptions and estimates that, while considered reasonable by Marimaca Copper, are inherently subject to significant business, economic, competitive, political and social uncertainties and contingencies. Many factors, both known and unknown, could cause actual results, performance or achievements to be materially different from the results, performance or achievements that are or may be expressed or implied by such forward-looking statements and the parties have made assumptions and estimates based on or related to many of these factors. Such factors include, without limitation: risks related to share price and market conditions, the inherent risks involved in the mining, exploration and development of mineral properties, the uncertainties involved in interpreting drilling results and other geological data, fluctuating metal prices, the possibility of project delays or cost overruns or unanticipated excessive operating costs and expenses, uncertainties related to the necessity of financing, the availability of and costs of financing needed in the future as well as those factors disclosed in the annual information form of the Company dated March 25, 2022, the final short form base prospectus and other filings made by the Company with the Canadian securities regulatory authorities (which may be viewed at www.sedar.com). Accordingly, readers should not place undue reliance on forward-looking statements. Marimaca Copper undertakes no obligation to update publicly or otherwise revise any forward-looking statements contained herein whether as a result of new information or future events or otherwise, except as may be required by law.
Neither the Toronto Stock Exchange nor the Investment Industry Regulatory Organization of Canada accepts responsibility for the adequacy or accuracy of this release.

![]()
Figure 1
Copper Head Grade (CuT), with acid soluble (CuS) and sequential copper assays (CuCN)
Figure 2
Marimaca exhibits very low levels of carbonate and nitrates as demonstrated in the composite head analysis
Figure 2

Marimaca exhibits very low levels of carbonate and nitrates as demonstrated in the composite head analysis
Figure 3
Fe head grade soluble and insoluble assays
Figure 4
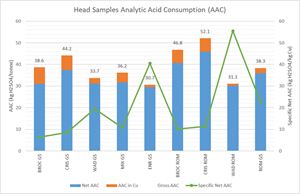
Analytical Acid Consumption across the HL and ROM composites (kg H2SO4/tonne)
Figure 5

Iso-pH test net acid consumption across HL and ROM composites
Figure 5

Iso-pH test net acid consumption across HL and ROM composites
Figure 6
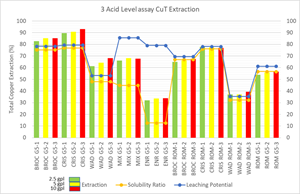
3-acid level recovery
Figure 7
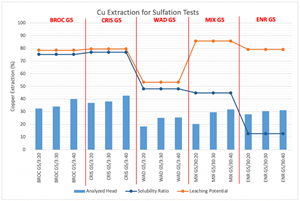
Total copper recovery per composite at various acid dosages in agglomeration phase
Figure 8
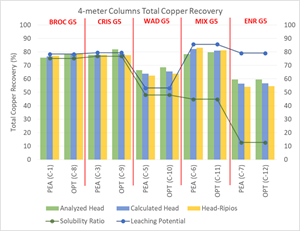
4m column test results – CuT recovery, PEA and OPT conditions
Figure 9
4m column test results – acid consumption, PEA and OPT conditions
Figure 10
Container column test results – copper recovery
Figure 11
Container column test results – acid consumption
Figure 12

Sequential column total copper recovery
Figure 13
Recovery kinetics of sequential ROM column tests
Figure 14